
The use of pressurised enclosures enables operation of equipment that is not explosion-protected for explosive atmospheres (EN 60079-2). Explosion protection of the “pressurisation” type is based on the principle of maintaining a constant overpressure with air or inert gas to prevent an explosive air/gas mixture from forming near devices inside the pressurised enclosure.
The enclosure has a small but constant overpressure of air or inert gas and prevents the ingress of flammable gases or dust. In Zone 1/2, the pressurised enclosure must be purged with air or inert gas to remove any explosive substances that may be present inside the enclosure before the protected equipment is energised. This procedure is referred to as the purging process. This process is not applicable in Zone 21 and 22 (dust).
Two methods are available for purging: a traditional method and a new integrated method:
1. Time-based purging method
When using the traditional method, the purge volume is a preset function with minimum flow and time. The flow rate depends on (air pressure) and the size of the internal nozzle (diameter 1 … 6 mm) of the valve and can be specified using matching charts. The general rule for purging must be observed: the minimum flow is less than the supplied air minus leakage loss. This method is referred to as the time-based purging method.
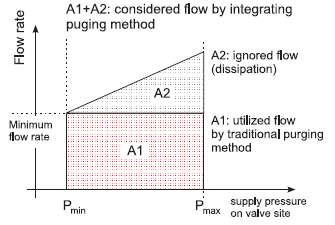
2. Integrated purging method
Unlike the time-based method, the integrated purging method measures the actual volumetric flow through the enclosure outlet and supplies air or inert gas to achieve the correct purge volume. The flow is monitored and depends on the size of the nozzle opening.
Integrating the actual media flow at the outlet minimises purge consumption regardless of the supply pressure. Exceeding predefined setpoints for flow rate and the associated higher purge air or inert gas is no longer up to date.
Leakage compensation
After purging, the controller maintains the pressure inside the enclosure at at least 0.8 mbar. The enclosure’s minimum and maximum pressure are programmable and will be monitored. The inlet for compressed air or inert gas is controlled by two different valve technologies: digital solenoid valve (DSV) or proportional solenoid valve (PSV) technology.
Digital solenoid valve technology
During purging, the DSV opens. After purging, it closes completely. A bypass choke compensates for leakage in the enclosure. This choke is integrated into the valve and is mechanically adjustable (diameter 0.3 … 1 mm).
Digital solenoid valve technology has a significant disadvantage: during the purging process and normal operation, a constant air flow rate is required. For safety reasons, the flow rate must be greater than the leakage rate from the enclosure. A great deal of air is consumed with this technology.
Proportional solenoid valve technology
Using a proportional solenoid valve avoids unnecessary waste of compressed air or inert gas. Integrated proportional sensors and a proportional valve (PSV) create a single-sided pressure control system. The proportional valve is the actuator for a PID controller and compensates for exact air losses in enclosures. Therefore, the outlet valve on the Ex p control unit should remain permanently closed.
The advantages of pressure feedback are:
1. Significantly lower consumption of air/inert gas – the higher costs of the proportional valve are recouped within a very short period.
2. Increased service reliability is achieved through constant pressure inside the enclosure – increasing leakage caused by, for example, the enclosure is balanced and unplanned shutdowns are prevented.
3. Almost no flow, i.e. low air consumption. Another advantage of a proportional solenoid valve is that pressure control is also used during purging. A predefined pressure setpoint controls the enclosure pressure very precisely during the purging phase. In this way, pressure-sensitive components in the enclosure are protected from unnecessary ageing. Diaphragm switches or the viewing window will not be overloaded.
Special requirements for Zone 21/22 (Dust)
In Zone 21, the enclosure must not be purged as in Zone 1 (gas). The operator must disable the automated purging function in the parameter menu. Purging in the presence of combustible dust can create a dangerous explosive atmosphere inside the cabinet.
In Zone 21, the purging period is replaced by cleaning, i.e. the operator must carefully remove the combustible dust inside the enclosure before energising. Once the enclosure is clean and pressurised, dust is prevented from entering.

