
For practical reasons, this is not specified in every classification example. However, it should be noted on the classification documents as a general comment, as it may be difficult to specify it directly on the drawings, for example due to space limitations.
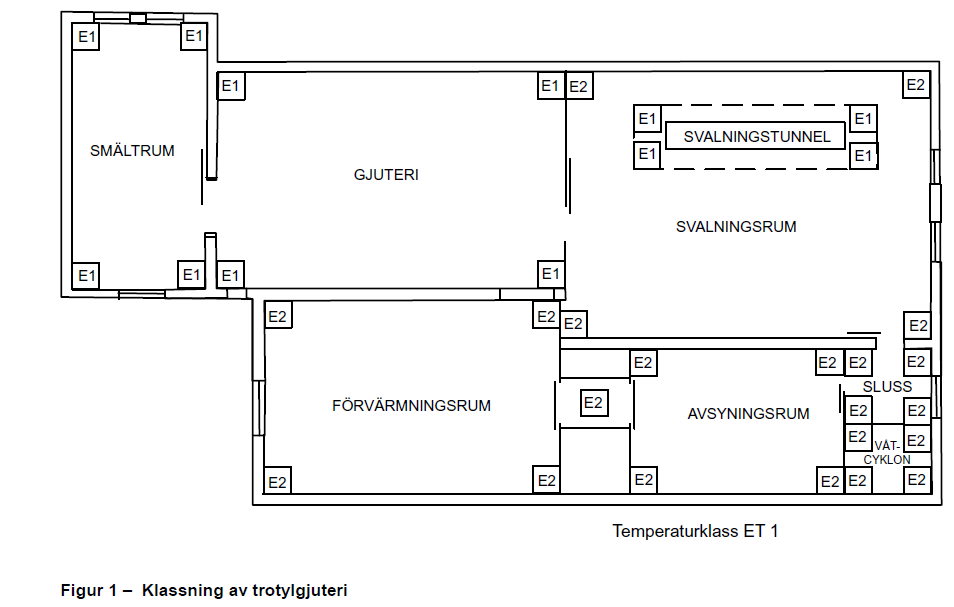
TNT Casting
Melting Room:
Work operation:
TNT flakes are poured from barrels into a melting pot, causing significant dust formation. Despite local extraction, dust formation can at times be extensive throughout the entire premises.
From the melting pot, the molten TNT is tapped into transport containers for further conveyance via a conveyor system to the foundry.
Classification:
The entire room is classified as zone E1 (see figure 1).
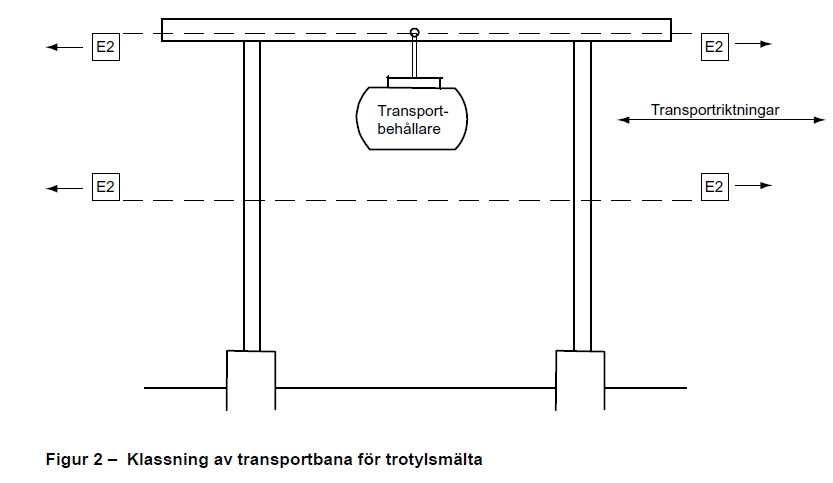
Conveyor system, melting room – foundry
Classification:
The conveyor system, outside the melting room and foundry, as well as the area within 0.5 m around the conveyor, measured from the mantle surface of the transport containers, both horizontally and vertically, is classified as zone E2 (see figure 2).
Foundry
Work process:
The molten TNT is emptied from the transport container into the casting pot. While the melt is stirred, TNT flakes are vibrated into it, causing some dust formation. Local extraction is present. Once the melt has achieved the correct consistency, becoming a “slurry,” it is cast into grenades, mines, or similar items. Some vapor formation from the TNT occurs. From the vapor, TNT sublimate forms upon contact with cold surfaces.
Some TNT spillage cannot be avoided. The floor in the foundry is kept water-moistened to bind dust and prevent TNT spillage from adhering to the floor.
Classification:
The environment in a TNT foundry is generally such that the entire premises are classified as zone E1 (see figure 1).
Cooling Room
Work operation:
The cooling process for TNT generally takes place in special cabinets or tunnels, where local extraction is usually present.
Classification:
The interior of said cabinets and tunnels, as well as the area 0.5 m outside, both horizontally and vertically, is classified as zone E1 (see figure 1).
After the cooling process is complete, casting funnels or similar items must be removed.
During this work operation, dust is formed, which is why zone E1 applies locally in a sphere with a radius of 2 m.
Otherwise, the cooling room is classified as zone E2 (see figure 1).
Dust separation
In cases where the exhaust air contains explosive dust, the facility should have dust separation.
In many cases, explosive dust can be phlegmatized (made less sensitive) with water, making wet separators suitable.
Procedures for emptying dust separators must be in place to limit the amount of explosive dust in the separator.
The efficiency of the dust separator should be checked regularly, for example, by inspecting the duct between the separator and the fan.
Energy Recovery
Recirculated air or the installation of heat exchangers can be accepted from zone E2 and zone E3, provided there is no risk of dust, condensate, or sublimate deposition.
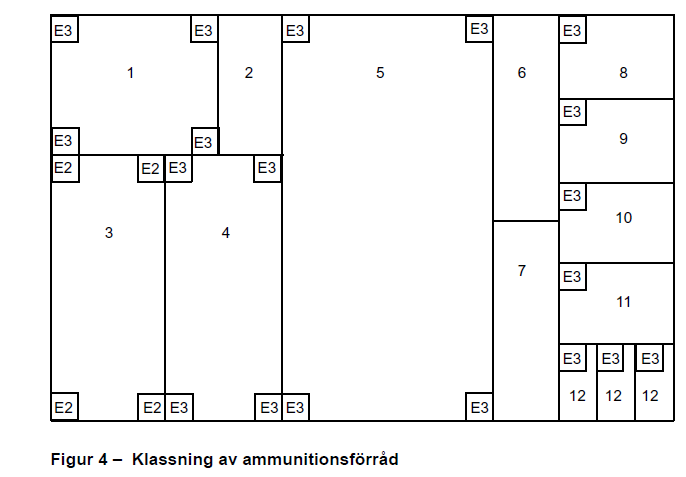
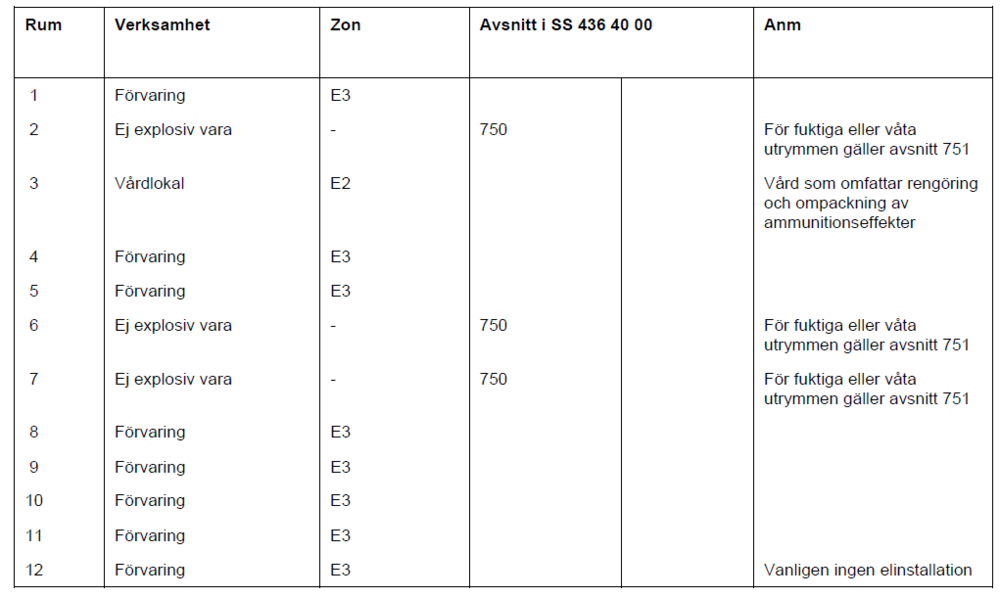
Ammunition Storage
The classification example shows a type of ammunition storage used within the defense sector. A corresponding classification can also be applied to other types of explosive goods storage facilities.
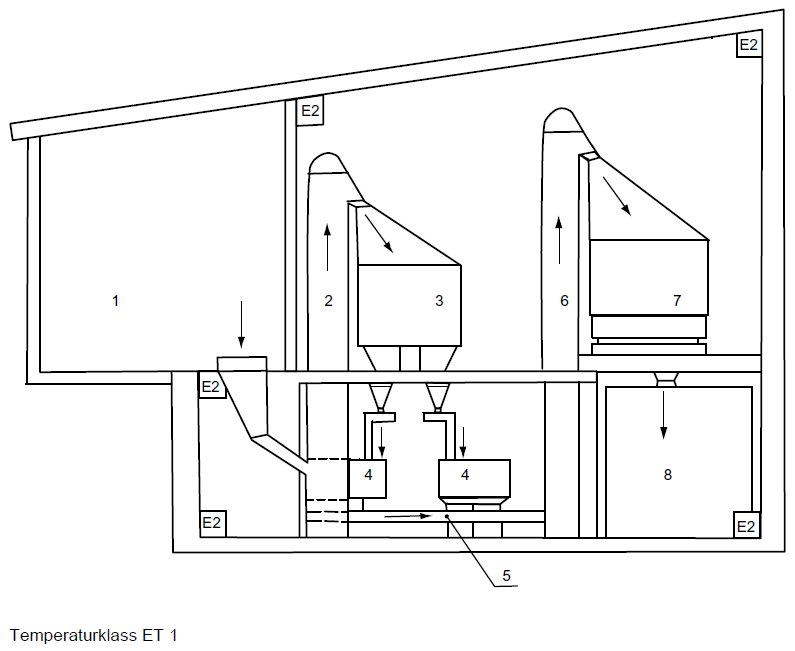
Industrial Manufacturing of AN-oil
Figure 5 – Classification of AN-oil manufacturing premises
1. Ammonium nitrate is emptied from storage into a chute. The chute leads into an elevator.
2. Elevator transporting ammonium nitrate to a central silo.
3. Central silo with two vibratory feeders for discharging ammonium nitrate to mixers.
4. Mixer for blending ammonium nitrate and oil. Raw materials are weighed in automatically. Batch size 1,000 kg.
5. After mixing is complete, the finished explosive is discharged into a screw conveyor that transports the explosive to an elevator.
6. Elevator lifting the explosive up to a storage silo.
7. Storage silo for finished explosive.
8. Hall for direct bulk dispensing of the finished product.
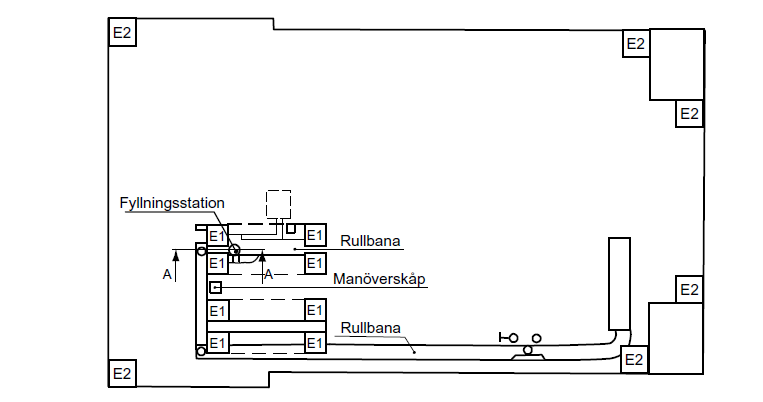
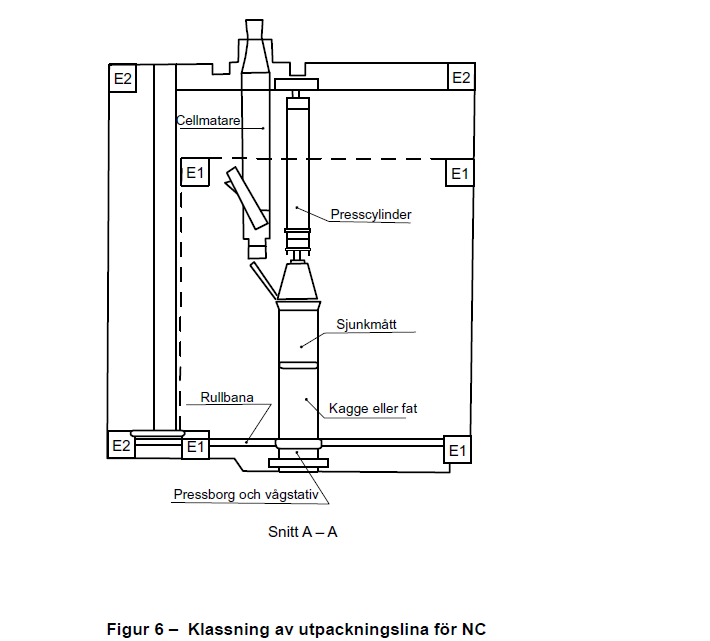
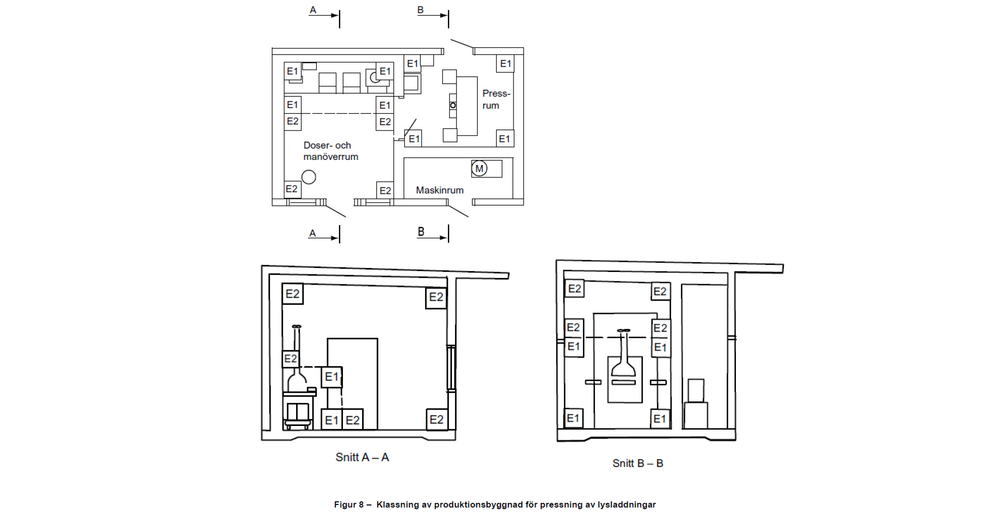
Unpacking of Nitrocellulose
Explosive substance: Nitrocellulose moistened with approx. 30% water.
Temperature class: ET 2 (ignition temperature 160 ° – 190 °C.)
Activity: Centrifuge-dried nitrocellulose is fed via a cellular feeder into a keg, metal drum, or box. The correct amount is dosed using weighing instruments. The nitrocellulose is compacted using a pressing cylinder.
Hazardous area: Zone E1: 1m on each side of the roller conveyor, limited by its length. Vertically 2m above the drop measurement
Zone E2: Other parts of the room.
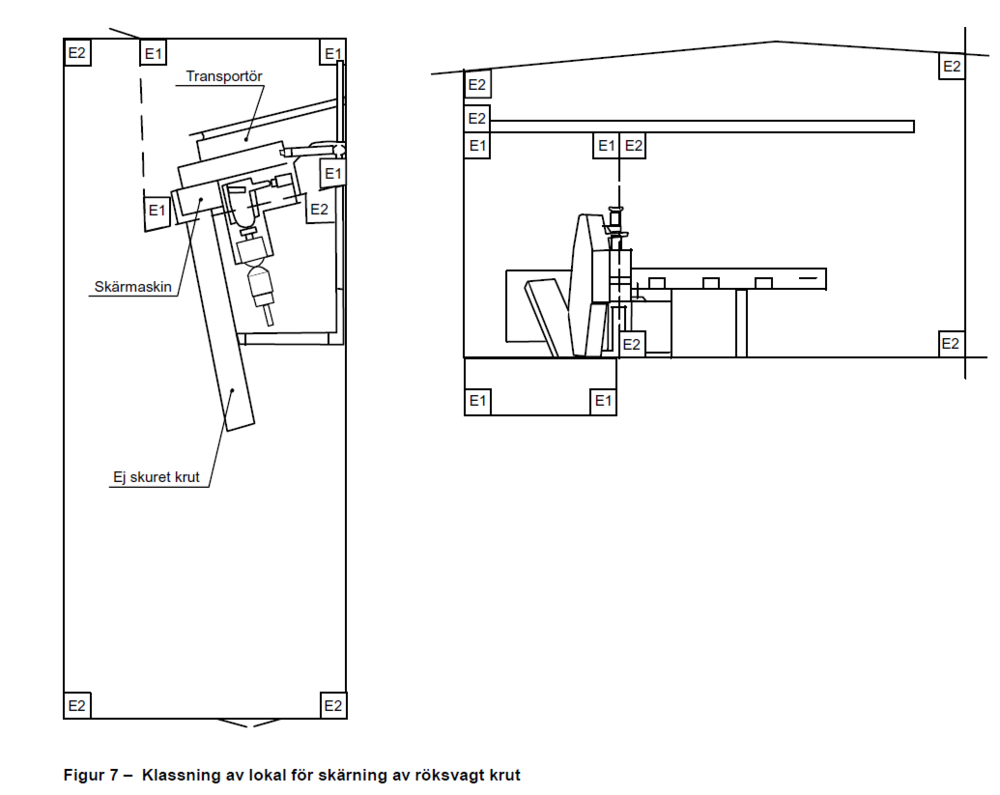
Cutting of Smokeless Powder
Explosive substance:
Smokeless powder
Temperature class:
ET 1 (ET 2) (Some types of powder may have an ignition temperature below 180 °C.)
Activity:
Cutting of powder and transport of cut powder to an adjacent room.
Hazardous area:
Zone E1: An area around the cutting machine and belt conveyor.
Zone E2: Other parts of the room
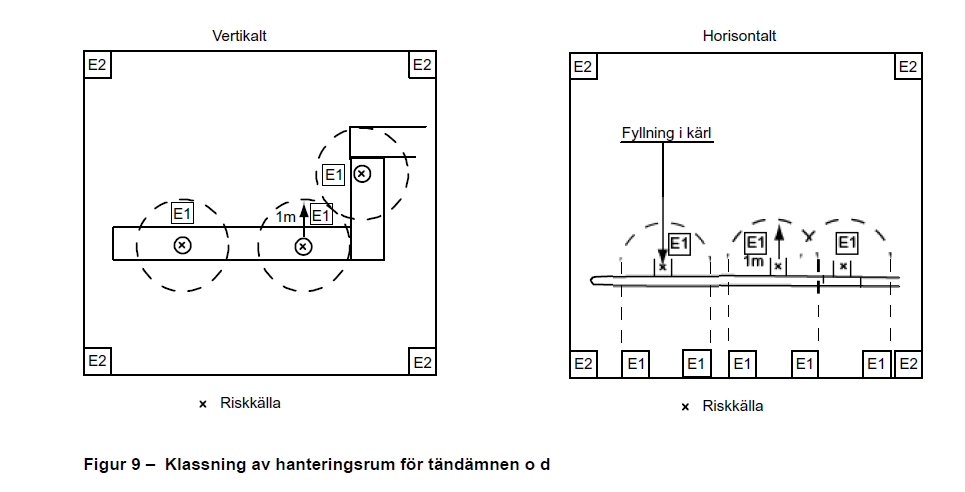
Handling of Priming Compositions, etc.
General case
Temperature class: ET 1, ET 2 (depends on the substance).
In the manufacture of initiators, pyrotechnic compositions, etc., small quantities of composition (50 g – 500 g) are handled in small vessels.
Examples of such handling include drying, weighing, mixing, etc., of lead azide, illuminating composition, delay composition.
During such handling, each point where an open vessel is handled is considered a source of risk. The space around such a source of risk is classified as zone E1 according to figure 9. Movement between the different stations occurs without risk of dust formation.
The rest of the room is classified as zone E2
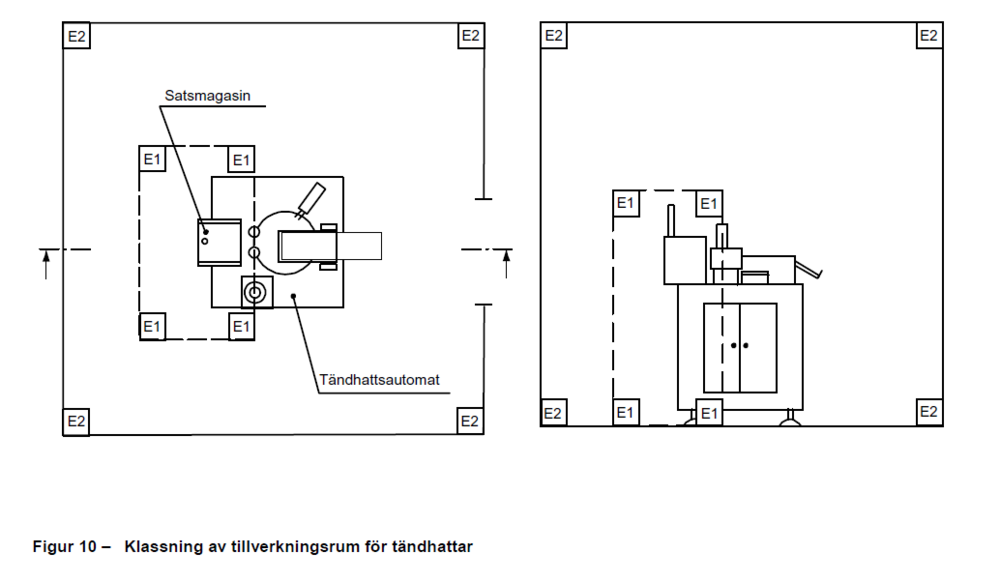
Manufacture of Detonators in Rotary Automatic Machines
Explosive substance:
Priming composition
Temperature class:
ET 1, ET 2 (depends on the substance).
Activity:
Dosing (< 1 g) of priming composition (usually lead azide) from a charge magazine of maximum 15 g, pressing, and inspection.
Hazardous area:
Zone E1: An area around the charge magazine and dosing equipment.
Zone E2: Other parts of the room.
Ammunition Assembly
Explosive substance:
Explosives, pyrotechnic compositions, and priming compositions.
Temperature class:
ET 1, ET 2 (depends on the substance).
Activity:
Assembly of ammunition. The explosive substance is enclosed in such a way that it is not expected to escape.
Hazardous area:
Zone E2: Throughout the entire room.
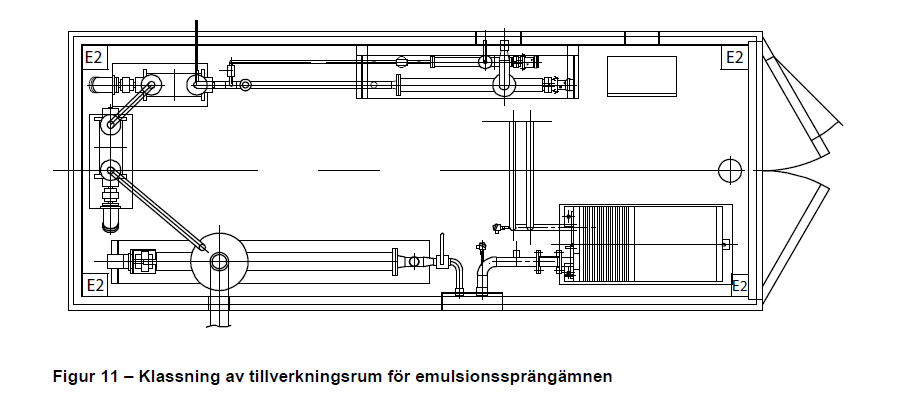
Manufacture of Emulsion Explosives
Explosive substance:
Emulsion explosives
Temperature class:
ET 1
Activity:
Non-explosive components are mixed in a closed system to form emulsion explosives.
Hazardous area:
Zone E2: Throughout the entire room.
Handling of Airbags in Car Repair Shops
Explosive substance:
Pyrotechnic composition
Temperature class:
ET 1
Activity:
In the workshop, airbags are assembled and disassembled. In the storage room, there is a metal cabinet for storing airbags. New and used ones are separated, for example, on different shelves.
Hazardous area:
Zone E3: Inside the cabinet.
The workshop is not considered a hazardous area.
NOTE 1 – If a mesh cage or a partially open metal cabinet (e.g., with walls made of expanded metal) is used, zone E3 is extended to also apply 0.5 m around the cage. NOTE 2 – It is important to minimize the risk of fire in connection with the storage of airbags. Cabinets or cages for airbags must not be placed in premises where paint and solvents are handled, e.g., paint mixing rooms or paint storage. See also the publication “Destroying and Storing Pyrotechnic Safety Equipment for Vehicles (PU) and How to Apply for a Permit for This”.
SEK Swedish Electrotechnical Standard

