
CUI
Corrosion under insulation (CUI) is a type of corrosion that occurs due to moisture accumulation on the external surface of insulated equipment. The buildup may be caused by one or more of the factors listed below. If CUI is not detected, it can result in unplanned shutdowns of parts of, or an entire, facility. In rare cases, it may also lead to a safety incident.
According to the World Corrosion Organization, corrosion related to CUI costs the Oil & Gas process industry an astonishing $1,700 billion annually.
Corrosion
Corrosion under insulation is a hidden phenomenon. For practical reasons, it may not always be possible to apply the best combination of insulation coating or to use the most feasible inspection methods.
Water ingress is the primary issue that causes CUI. Corrosion can attack the cladding, the insulation material, or the underlying pipes or equipment. The corrosion may occur in one of several different forms, such as chloride, galvanic, acidic, or alkaline corrosion.
Environmental conditions that lead to corrosion under insulation
Predicting CUI rates is difficult—they may be highly localized or somewhat more general in nature. Below are some of the environmental conditions that lead to higher CUI-related costs:

CUI is a threat to many industries. If neglected, it remains hidden under the insulation and only becomes apparent after serious failures.
CUI occurs through the penetration of water or moisture and contamination via condensation or external sources (e.g., rain, sprinkler systems).
CUI can be very localized, with most of the equipment remaining in good condition.
Therefore, spot inspections are unlikely to identify all exposed points.

Four methods of testing are currently recognized, and all have some form of limitation.
1. Pulsed eddy current testing
Pulsed eddy current testing can be used to detect CUI and can inspect through insulation cladding made of GI, SS, and Al materials. The insulation can be up to 300 mm thick and the metal thickness can be up to 100 mm. An advanced method, pulsed eddy current array, is very fast. The limitation of this technique is the accuracy of the reading, which may vary by 10%, but the main advantage is that it can be performed while the pipes are still in operation.
2. Long-range ultrasonic testing
Long-range ultrasonic testing can be performed on pipes with a diameter of two inches or more. It requires that part of the insulation be removed so that the instrument collar can be attached to the pipeline. The ultrasonic waves can detect corrosion in the pipes from approximately 5 to 200 meters from the collar, depending on factors such as coating, type of corrosion, and whether the pipe is buried. This system can detect corrosion over 3% of the cross-sectional area.
3. Computed radiography
Computed radiography testing can be performed on pipe bends to check for corrosion or erosion. It is an accurate system, but it takes a great deal of time to test each bend due to the use of radiography.
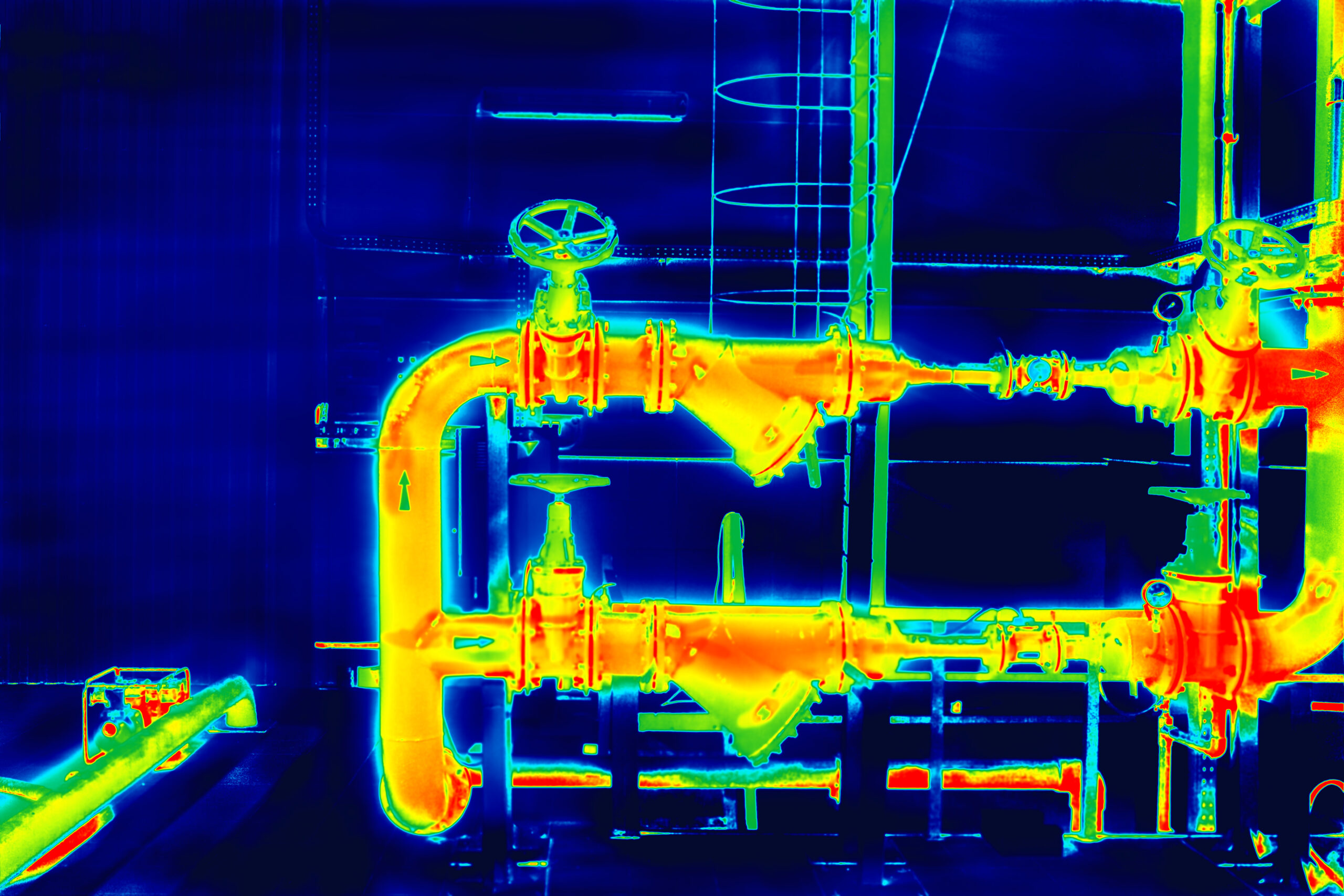
4. Infrared thermography
Infrared thermography can be very helpful in finding moisture under insulation, which in turn can help identify CUI. The drawback of this technique is evident when imaging shiny insulation cladding. The reflection becomes too strong, and the camera then has difficulty detecting the temperature differences.
Source: www.corrosionpedia.com
The fifth method (unique of its kind)
What is the methodology, and what is the advantage of the system compared with the other four methods?
The Malux CUI Monitoring System, or MCMS as we abbreviate it, is based on established moisture sensor technology, but in an entirely new form. The sensor responds instantly and can store information for up to a week before the data package is sent to the cloud.
The system is wireless and is currently the only one in the world that sends information to an IoT platform over the 4G/5G network for CUI monitoring. A high level of security is embedded in the system, with communication encrypted using the latest technology. The sensor is certified for both ATEX and IECEx, Zone 0 and gas group IIC, and is therefore suitable for most Ex-classified areas. There is no simpler installation and commissioning solution on the market today.
It takes 7–10 minutes per sensor from start-up until it transmits data to the cloud and the user can view the information on their screen. Today’s wired systems (most often network cable) require insulation to be removed before installation, and transmission requires gateways in classified areas, which means many expensive Ex d boxes in the field if you want comprehensive monitoring at your facility. With MCMS, you avoid all of this.
What is the difference compared with today’s wireless systems?
The wireless systems available use Bluetooth, WirelessHART, or Wi-Fi, which in turn requires a well-developed network of access points. The same issues apply to these systems as to wired ones—a large number of Ex d boxes in the field to capture the signal and forward it. That issue does not exist with our MCMS system.

How does the MCMS system work?
The concept is based on three parts. The value lies in the information the system delivers.
1. Data collection
Fusion 310 CUI measures up to 12 times per day. It is redundant through its dual sensors and measures relative humidity (RHt), water, and temperature. The sensor sends the information wirelessly over the 4G/5G network to the cloud using its built-in eSIM card.
2. Features
Data is collected, analysed, and stored in the cloud, where the system is administered by the user. This is where device identification, monitoring, data logging, and alarm threshold settings take place. As the system is expanded at the facility (i.e., more sensors), the operator/administrator manages everything from here.
3. Visualisation
The key lies in how the IoT platform is coded (machine learning) to analyse the information delivered by the sensor, and how we present it to the user. That is what matters.
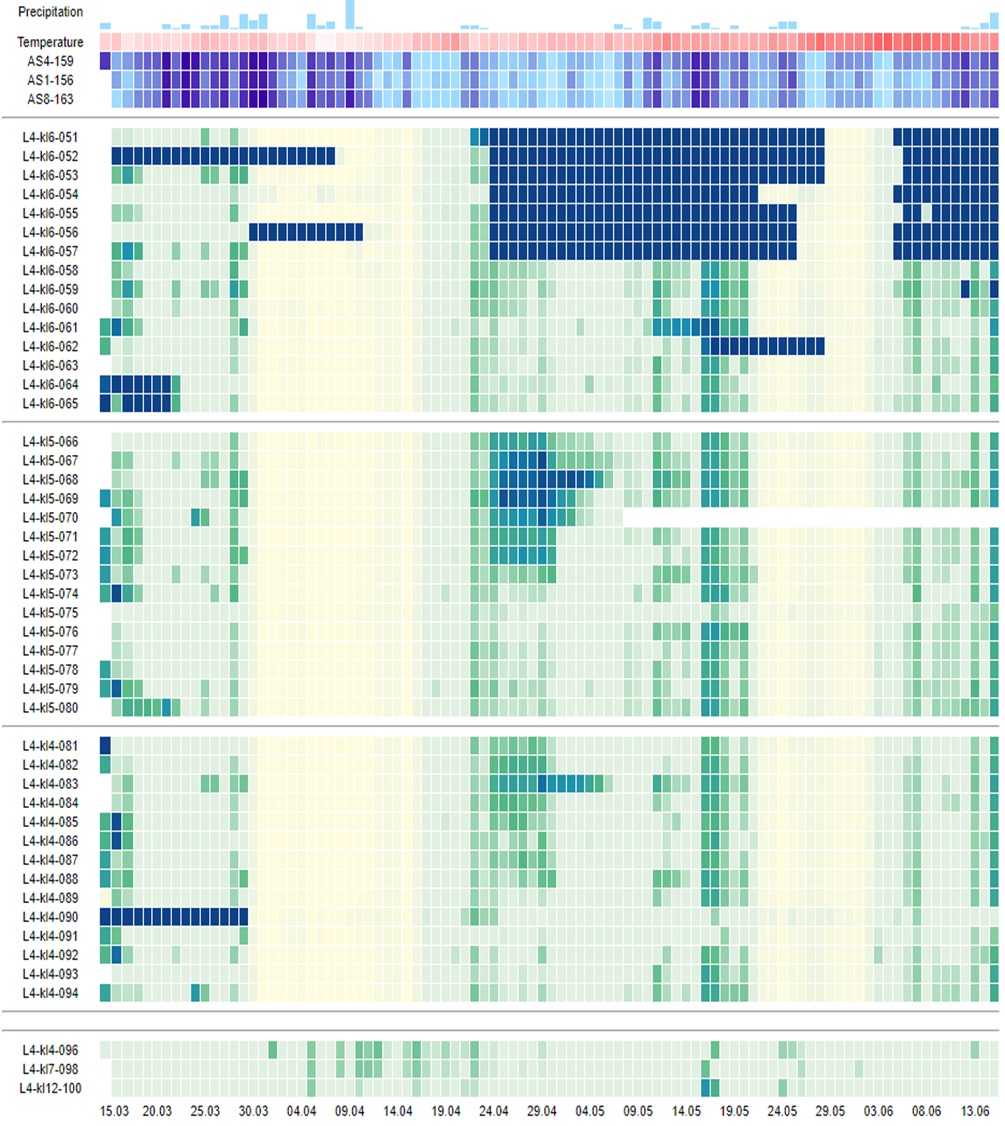
Water Presence map
With our Water Presence map (WAP), the condition is visualised in the most intuitive way available to the industry. To understand a potential leak even better, the user can drill down further. This enables the user to go into detail per line or sensor. The intention is for MCMS to provide the user with such insight that the right actions can be taken at the right time. The system will therefore be able to generate very significant cost savings for process plants.
Equinor has estimated savings of 58% compared with today’s CUI-related costs.
At Malux, we can also enable users to take the information generated by MCMS out into the field via our stationary PC100 units, Ex phones, or tablets, all certified for Zone 1 and IIC.
Since each sensor has its unique TAG number, this can be particularly useful once a leak has been located by the system. It is then easy to bring, for example, our tablet or phone with the WAP map displayed to more easily see where along the pipe run the leak was detected.
Simple summary
Peace of mind. Timely information to make the right decisions and thereby save substantial costs.